
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Jak działa spawarka laserowa?
2023-07-19
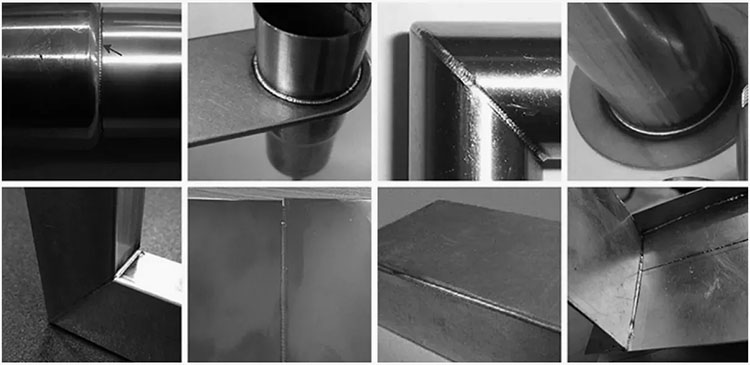
Spawanie laseroweoferuje szereg zalet, w tym precyzyjną kontrolę, wysokie prędkości spawania, minimalne odkształcenia termiczne i możliwość spawania skomplikowanych geometrii. Jest powszechnie stosowany w branżach takich jak motoryzacja, lotnictwo, elektronika i produkcja biżuterii, gdzie wymagana jest wysoka jakość i wydajne spawanie. Jak działa spawarka laserowa?

Spawacz laserowy wykorzystuje skupioną wiązkę lasera o dużej intensywności do łączenia lub stapiania metali. Proces obejmuje następujące kroki:
Generowanie lasera: spawarki laserowe wykorzystują źródło lasera do generowania wysoce skupionej wiązki światła. Najpopularniejszymi rodzajami laserów spawalniczych są lasery na ciele stałym, lasery światłowodowe i lasery CO2.
Dostarczanie wiązki: Wiązka lasera jest dostarczana do przedmiotu obrabianego różnymi metodami, takimi jak lustra lub kable światłowodowe. Wiązka jest kierowana precyzyjnie na spawany obszar.
Skupianie: Promień lasera przechodzi przez soczewkę skupiającą, która zawęża i skupia wiązkę do małego rozmiaru plamki. Ta skupiona wiązka pomaga osiągnąć wysoką gęstość energii w miejscu spawania.
Przygotowanie materiału: Przygotowanie metalu do spawania, upewnienie się, że powierzchnie są czyste i odpowiednio wyrównane. Części są zwykle zaciskane lub zabezpieczane w celu utrzymania pożądanego położenia podczas procesu spawania.
Proces spawania: Gdy wiązka lasera jest precyzyjnie skupiona na przedmiocie obrabianym, wysoka gęstość energii podgrzewa metal, powodując jego stopienie i utworzenie jeziorka stopionego. Doprowadzanie ciepła jest zlokalizowane i kontrolowane, co minimalizuje odkształcenia termiczne otaczającego materiału.
Tworzenie spoiny: gdy wiązka lasera porusza się wzdłuż złącza, stopiony metal krzepnie i powstaje spoina. Ruchem wiązki laserowej można sterować za pomocą ramienia robota lub systemu CNC, aby podążać za żądaną ścieżką spawania.
Chłodzenie i krzepnięcie: po przejściu wiązki laserowej strefa wpływu ciepła ochładza się, a stopiony metal krzepnie, tworząc silne wiązanie między materiałami spawalniczymi. Można zastosować odpowiednie techniki chłodzenia, aby kontrolować szybkość chłodzenia i zmniejszyć ryzyko odkształcenia lub pęknięcia.


